My Account
My Account
Lately, we’ve been fielding more and more calls regarding project specs requiring an angular profile. And the reason for this increased requirement is because profile angularity increases adhesion.
WHY ANGULARITY IMPROVES ADHESION
The science behind this is fairly easy to understand. Paint sticks to steel surfaces through both chemical adhesion, which bonds the atoms of steel with the atoms of the coating, and mechanical adhesion which is created by the physical anchoring to the roughness of the substrate. The more connection points per square inch the stronger the bonding.
This graphic below represents two magnified surfaces – each 1 linear inch. The upper represents a rounded profile, the second, an angular profile. If we were to measure the available surface area available for chemical adhesion, we’d easily see the angular profile offers significantly more surface area for chemical adhesion.
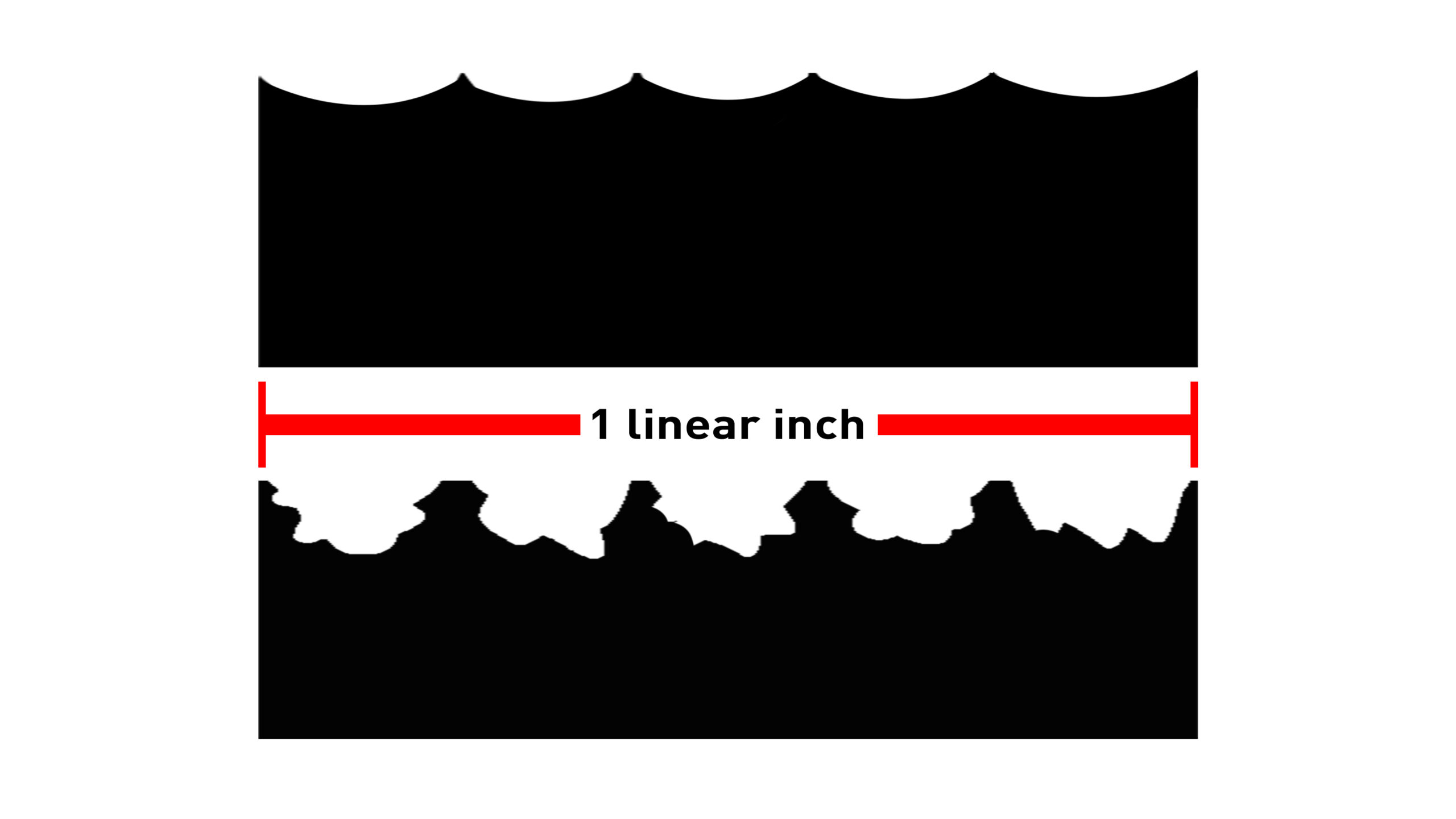
Besides removing rust and contaminants, blasting steel increases surface area through the physical impact of the abrasive upon the substrate. So for example, if we have 1 sq ft of surface area, we can increase that to 1.5 sq feet simply by modifying its profile. The more angular the profile, the more surface area created.
WHY RECYCLING ABRASIVES REDUCE ANGULARITY
So we’ve determined that an angular profile is better than a rounded profile because it increases surface area. In blasting, the only thing creating either the rounded or angular profile is the abrasive being used… therefore we can conclude angularity is caused by the abrasive. Thus angular abrasive particles are better than rounded particles.
Rounded abrasives such as steel shot, not only form rounded profiles, but they also hammer the substrate, not removing contaminants, but actually smashing them into the surface. Leaving them on the steel. Coating success depends on both the cleanliness of the surface as well as the angular profile… steel shot is a poor choice to accomplish these specific objectives.
If you’re saying, “No worries, I don’t use shot – I used steel grit” – understand that recycled abrasives will also eventually round-off through repeated impact with the steel surface. Here’s an excerpt from a US Army Corp of Engineers article by Al Beitelman – which, discussing recycled steel grit, states:
“…upon repeated impact against the steel surfaces, the angularity of the
particles is reduced and may even become rounded as the
steel grit is recycled multiple times. Contractors using recycled
steel grit should routinely add new media to maintain
the proper mix of abrasive size and shape to ensure
consistent surface profile depth and angularity.”
When recycling any abrasive, understand it’s angularity will decrease with each usage. Reduced angularity equals reduced adhesion.
AND FINALLY, THREE SIMPLE STEPS TO ENSURE PROPER ANGULARITY
Step One is relatively easy. Choose the most appropriate abrasive for the job. The ideal abrasive will be sub-angular. With an extreme angular abrasive (crushed product), the sharp needle-like tips can break off in the substrate, impregnating the surface with the abrasive itself and weaken adhesion.
If you’re recycling your abrasive, Step Two is to make sure you’re routinely adding new abrasive to the mix to contend with the rounding off that naturally occurs over time and usage.
The third and final step is measuring the surface. So, here is a small problem… currently, there is no recognized industry standard for angularity. Because there’s no standard, it’s a really confusing specification. The spec may call for an angular profile, but unless it’s defined, how can you as a contractor ensure you’re satisfying this requirement?
What’s commonly done is to create your own in-house standard based on peak count plus profile heights. The more peaks, the more surface area, but it’s possible to have high peak counts, and yet the profile remains rounded.
Below are two graphics depicting rounded profiles, and yet one has twice the peak count as the other. So, we can’t rely simply on peak count. Measuring both peak count as well as profile height is a reliable indication of angularity. And a simple way to test both these variables is using an RTR-P Reader.